
LE SOUDAGE ET LE DÉCOUPAGE THERMIQUE DES MÉTAUX

Généralités
Par soudage , on entend de manière générale l’opération consistant à assembler de façon permanente par différents procédés des pièces métalliques dont les surfaces de contact ont été rendues plastiques ou liquides sous l’effet de la chaleur ou de la pression, ou des deux à la fois. La chaleur nécessaire est ordinairement fournie par trois sources directes, à savoir:
1. la flamme produite par la combustion d’un gaz en présence d’air ou d’oxygène; 2. l’arc électrique qui s’établit entre une électrode et la pièce, ou entre deux électrodes; 3. la résistance électrique s’opposant au passage du courant entre deux ou plusieurs pièces.
Les autres sources de chaleur employées pour le soudage sont traitées ci-après (voir tableau 82.6).
Tableau 82.6 Description et risques des procédés de soudage
Tableau en cours de préparation ...
Dans le procédé de soudage et découpage au gaz, l’oxygène ou l’air sont amenés en même temps qu’un gaz combustible dans un appareil appelé chalumeau, généralement tenu à la main (voir figure 82.2), dans lequel ils sont mélangés avant de parvenir à la buse terminale où a lieu la combustion. La chaleur dégagée fait fondre les surfaces des pièces métalliques entre lesquelles se réalise alors le joint soudé. L’opération s’effectue souvent avec apport d’un métal ou d’un alliage dont le point de fusion est en principe inférieur à celui des pièces à souder. Dans ce cas, celles-ci ne sont généralement pas portées à la température de fusion; il s’agit alors de brasage ou soudure tendre. On peut utiliser des flux chimiques pour empêcher l’oxydation et faciliter la formation du joint.
Figure 82.2 Soudage au gaz au chalumeau, avec baguette de métal d'apport

Dans le soudage à l’arc, l’arc électrique s’établit entre une électrode et les pièces à souder. L’électrode peut être reliée soit à une source de courant alternatif, soit à une source de courant continu. La fusion a lieu aux environs de 4 000 °C. L’apport de métal fondu généralement nécessaire à l’obtention du joint est réalisé en faisant fondre soit l’électrode elle-même (procédés dits à électrode fusible), soit une baguette métallique non parcourue par le courant (procédés à électrode non fusible).
Dans la plupart des cas, le soudage à l’arc de type classique est effectué à la main, au moyen d’une électrode fusible enrobée tenue par l’opérateur à l’aide d’un porte-électrode. Il existe également de nombreux procédés électriques, automatiques ou semi-automatiques, comme le soudage par résistance ou avec dévidage continu d’un fil électrode.
Au cours du soudage, la région à souder doit être protégée de l’atmosphère ambiante de façon à empêcher l’oxydation et les inclusions. Il existe deux types de protection: les revêtements par flux protecteurs et la protection par atmosphère gazeuse inerte. Dans le soudage à l’arc sous flux protecteur , l’électrode fusible se compose d’une âme métallique enrobée d’un flux, généralement constitué d’un mélange complexe de composants minéraux et autres. A mesure que l’opération de soudage progresse, le flux fond en recouvrant de laitier le métal en fusion tout en enveloppant la région du soudage d’une atmosphère gazeuse protectrice (dioxyde de carbone, par exemple) qui se dégage du flux chauffé. Après le soudage, le laitier doit être éliminé, le plus souvent par piquage au marteau.
Dans le soudage à l’arc sous protection gazeuse , une nappe de gaz inerte évite tout contact avec l’air ambiant afin d’empêcher l’oxydation et les inclusions pendant le soudage. Les gaz inertes les plus couramment utilisés sont l’argon, l’hélium, l’azote ou le dioxyde de carbone. Le choix du gaz dépend de la nature des matériaux à souder. Les deux formes les plus répandues de soudage à l’arc sous protection gazeuse sont le soudage sous atmosphère inerte avec électrode métallique (Metal Inert Gas (MIG)) et avec électrode de tungstène (Tungsten Inert Gas (TIG)).
Le soudage par résistance électrique fait appel à la résistance électrique qui s’oppose au passage d’un courant de forte intensité et de faible tension entre les pièces à souder pour produire la chaleur qui fera fondre le métal. L’échauffement ainsi réalisé à l’interface entre les pièces porte celles-ci à la température de soudage.
Les risques et leur prévention
Tous les travaux de soudage comportent des risques d’incendie, de brûlures, d’exposition à une chaleur rayonnante (rayonnement infrarouge) et d’inhalation de fumées métalliques et d’autres contaminants. Il existe d’autres sources de dangers liés à des procédés de soudage spécifiques, comme les risques électriques, le bruit, le rayonnement ultraviolet, l’ozone, le dioxyde d’azote, le monoxyde de carbone, les fluorures, l’utilisation de bouteilles de gaz comprimé et les explosions. Pour plus de détails, se reporter au tableau 82.6.
Dans bien des cas, les travaux de soudage ne sont pas effectués dans des ateliers, où l’on peut normalement prendre les précautions d’usage, mais sur le terrain, notamment lors de la construction ou de la réparation d’ouvrages et d’appareillages de grandes dimensions (ossatures de bâtiments, ponts et tours métalliques, navires, motrices et véhicules ferroviaires, matériel lourd, par exemple). Le soudeur peut être amené à apporter à pied d’œuvre tout son matériel, à le mettre en place et à intervenir dans un espace confiné ou sur un échafaudage. Le fait d’avoir à travailler à bras tendus, agenouillé ou dans d’autres positions plus ou moins acrobatiques et inconfortables peut être à l’origine de crampes, de grande fatigue ou de troubles musculo-squelettiques. Outre la chaleur produite par le soudage proprement dit, le fait d’avoir à travailler par temps chaud et sous une combinaison protectrice est de nature à causer un coup de chaleur.
Les bouteilles de gaz comprimé
Dans les installations de soudage au gaz à haute pression, le chalumeau est alimenté en oxygène et en gaz combustible (acétylène, hydrogène, gaz de ville, propane) à partir de bouteilles à haute pression. On trouvera ailleurs dans l’Encyclopédie un exposé détaillé des risques graves d’incendie et d’explosion, ainsi que les règles de sécurité à observer pour garantir la sécurité d’emploi et de stockage des gaz combustibles. Il convient en tout cas d’observer les précautions ci-après:
• seuls devraient être montés sur des bouteilles de gaz les régulateurs de pression ou les détendeurs spécialement destinés au gaz contenu dans la bouteille. En particulier, il ne devrait pas être utilisé pour le gaz de houille ou l’hydrogène un détendeur prévu pour l’acétylène (chose qui est en revanche possible pour le propane); • les chalumeaux doivent être entretenus en bon état de marche et nettoyés à intervalles réguliers; pour le nettoyage du bec, on devrait utiliser uniquement une baguette de bois dur ou un fil de laiton souple. Ils devraient être reliés au détendeur par des tuyaux flexibles armés spéciaux qu’on placera de manière qu’ils ne risquent pas d’être endommagés;
• les bouteilles d’oxygène et d’acétylène doivent être entreposées séparément, dans des locaux résistant au feu et ne contenant aucun matériau inflammable; elles doivent être disposées de façon à pouvoir être évacuées sans difficulté en cas d’incendie. La réglementation locale en matière de sécurité des bâtiments et d’incendie doit être consultée; • les codes de couleurs, obligatoires ou recommandés, pour identifier le contenu des bouteilles et les accessoires devraient être scrupuleusement respectés. Dans de nombreux pays, ces codes sont conformes à ceux adoptés à l’échelle internationale pour le transport des matières dangereuses. Le souci de la sécurité ainsi que le développement des migrations internationales de travailleurs de l’industrie sont des arguments convaincants en faveur de l’application des règles internationales dans ce domaine.
Les générateurs d’acétylène
L’acétylène employé dans le procédé à basse pression est généralement produit dans des générateurs par décomposition du carbure de calcium par l’eau. Le gaz est ensuite amené grâce à un tuyau au chalumeau soudeur ou découpeur alimenté par ailleurs en oxygène.
Les générateurs fixes devraient être installés soit en plein air, soit dans un bâtiment bien ventilé, indépendant des ateliers principaux. La ventilation du local abritant le générateur devrait être suffisante pour empêcher la formation d’une atmosphère explo-sive ou toxique. Un éclairage satisfaisant devrait être assuré; les interrupteurs et autres appareils électriques ainsi que les lampes devraient être placés à l’extérieur du local, ou à défaut, être de type antidéflagrant. Il doit être impérativement interdit de fumer dans le local abritant un générateur d’acétylène ou à proximité de l’appareil s’il se trouve à l’air libre. La présence de flammes, chalumeaux, matériel de soudage ou matières inflammables doit y être également interdite. Un grand nombre de ces précautions concernent aussi les générateurs transportables, qui devraient être utilisés, nettoyés ou rechargés uniquement en plein air ou dans un atelier bien ventilé, loin de toute matière inflammable.
Le carbure de calcium est livré en fûts métalliques hermétiquement fermés, que l’on devrait stocker toujours au sec sur une plate-forme surélevée évitant tout contact avec le sol. Les fûts doivent être entreposés sous abri; la cloison séparant le lieu de stockage d’un éventuel bâtiment adjacent doit être coupe-feu. La ventilation du local devrait se faire de préférence par le toit. Les fûts devraient être ouverts juste avant le chargement du générateur à l’aide d’un outil spécial fourni par le fabricant; on ne devrait jamais employer de marteau ou de burin pour ouvrir les fûts. Il est dangereux de laisser les fûts de carbure de calcium exposés à l’humidité, quelle qu’en soit l’origine.
Avant le démontage d’un générateur, tout le carbure de calcium doit en être extrait; l’appareil sera ensuite rempli d’eau qu’on devrait laisser séjourner pendant au moins une demi-heure pour éliminer toute trace de gaz. Le démontage et l’entretien devraient être confiés exclusivement au fabricant ou à un spécialiste. En cas de recharge ou de nettoyage d’un générateur, il est rigoureusement exclu de réutiliser tout ou partie de l’ancienne charge.
Les morceaux de carbure de calcium coincés dans le mécanisme d’alimentation ou adhérant à des pièces du générateur devraient être soigneusement enlevés à l’aide d’outils antiétincelants, en bronze ou en d’autres alliages non ferreux.
Toutes les personnes appelées à utiliser le matériel devraient avoir parfaitement assimilé les instructions du fabricant qui devraient être affichées en bonne place. Il y a également lieu d’observer les précautions ci-après:
• un clapet antiretour dûment conçu pour cet usage doit être monté entre le générateur et chaque chalumeau de manière à empêcher les retours de flamme ou de gaz. L’état de ce clapet devrait être contrôlé après chaque retour de flamme et le niveau d’eau vérifié quotidiennement; • seuls des chalumeaux du type à injecteur conçus pour fonctionner à basse pression devraient être utilisés. Pour chauffer et découper, le gaz de ville ou l’hydrogène à basse pression sont parfois employés. Une soupape de retenue devrait alors être placée entre chaque chalumeau et la canalisation d’alimentation; • lorsque la buse du chalumeau vient à plonger dans le métal fondu ou qu’elle est obstruée par tout autre corps étranger (boue, peinture), il peut se produire un retour de flamme causant une explosion. Les particules de laitier ou de métal adhérant à l’extrémité de la buse devraient donc être enlevées immédiatement; la buse devrait être par ailleurs fréquemment refroidie; • la réglementation locale en matière d’incendie et de sécurité des bâtiments devrait être consultée.
La prévention des incendies et des explosions
S’agissant du choix des emplacements de soudage, il importe de porter la plus grande attention aux murs, cloisons et planchers adjacents, ainsi qu’aux objets ou déchets situés à proximité; les mesures ci-après devraient être appliquées:
• tous les matériaux combustibles doivent être enlevés ou protégés convenablement par des tôles; il ne devrait jamais être utilisé à cet effet de toiles goudronnées; • les ouvrages en bois devraient être proscrits ou, si cela n’est pas possible, être protégés de la même manière. Les planchers en bois devraient être évités; • des précautions devraient être prises au cas où il existe des ouvertures ou des fissures dans les murs et les planchers; les matériaux inflammables qui se trouvent dans des pièces voisines ou à l’étage inférieur devraient être évacués en lieu sûr. La réglementation locale en matière de sécurité des bâtiments et d’incendie devrait être consultée;
• un matériel d’extinction approprié devrait toujours être tenu à portée de la main. S’il s’agit d’une installation à basse pression avec générateur d’acétylène, il devrait être stocké à proximité de seaux remplis de sable sec. Des extincteurs à poudre sèche ou à dioxyde de carbone sont appropriés. Par contre, il ne doit jamais être employé d’eau; • il peut s’avérer nécessaire de prévoir un piquet d’incendie. S’il y a risque d’incendie, une personne responsable devrait être désignée pour surveiller les lieux pendant au moins une demi-heure après la fin du travail afin de détecter tout début d’incendie; • étant donné qu’il y a risque d’explosion dès lors que de l’acétylène est présent dans l’air en toute proportion comprise entre 2 et 80%, il conviendra de prévoir une bonne ventilation et de détecter soigneusement toute fuite de gaz. Seule l’eau savonneuse devrait être utilisée à cette fin; • l’oxygène doit faire l’objet de précautions très strictes. Par exemple, de l’oxygène ne devrait jamais être libéré dans l’atmosphère d’un local exigu, car sa présence accroît considérablement le risque d’inflammation de nombreux métaux, de vêtements et d’autres objets. En oxycoupage, l’oxygène non consommé se dégage dans l’atmosphère. C’est pourquoi cette opération ne devrait en aucun cas être effectuée dans un local exigu sans que des dispositions aient été prises pour en assurer la ventilation adéquate;
• les alliages riches en magnésium ou autres métaux combustibles devraient être tenus éloignés de la flamme ou des arcs de soudage; • le soudage de récipients peut s’avérer extrêmement dangereux. Tout récipient dont le contenu antérieur n’est pas connu devrait être traité comme ayant renfermé des matières inflammables. On peut empêcher les explosions soit en enlevant du récipient toutes les matières inflammables qu’il pourrait contenir, soit en les rendant non explosives et ininflammables; • le mélange d’aluminium et d’oxyde de fer utilisé pour le soudage aluminothermique est stable dans des conditions normales. Cependant, étant donné la facilité avec laquelle la poudre d’aluminium s’enflamme et la nature quasi explosive de la réaction, des précautions appropriées devraient être prises pour la manutention et le stockage (toute exposition du mélange à une chaleur élevée et à des sources possibles d’inflammation doit être évitée); • certaines réglementations locales soumettent les travaux de soudage à l’obligation de présenter un programme écrit (permis de feu) pour tous travaux par points chauds, spécifiant les précautions à prendre et les procédures à respecter pendant le soudage, le découpage, le brûlage, etc. Ce programme devrait répertorier les opérations spécifiques à effectuer ainsi que les précautions à prendre. Il doit s’appliquer à un établissement donné et peut comporter un système de demande d’autorisation interne à remplir pour chaque opération.
La protection contre la chaleur et les risques de brûlures
Le contact avec le métal brûlant et les projections de particules métalliques incandescentes ou de métal en fusion comportent des risques de brûlures pour les yeux et les parties découvertes du corps. Dans le cas du soudage à l’arc, l’étincelle à haute fréquence qui sert à amorcer l’arc électrique peut causer des brûlures peu étendues, mais profondes, si ses effets se concentrent en un point de la peau. La chaleur et la lumière intenses rayonnées par le soudage au gaz ou par la flamme oxyacétylénique et par le métal incandescent du bain de fusion peuvent être pénibles pour l’opérateur et les personnes se trouvant à proximité du poste de travail. Chaque opération devrait donc être préparée à l’avance de façon à étudier et à mettre en œuvre les précautions nécessaires. Des lunettes spécialement adaptées au soudage et à l’oxycoupage devraient être portées pour protéger les yeux de la chaleur et de la lumière émises par les opérations. Les verres transparents protégeant le verre filtrant devraient être nettoyés chaque fois que nécessaire et remplacés lorsqu’ils sont rayés ou endommagés. Si le procédé cause des projections de métal en fusion ou de particules brûlantes, les vêtements protecteurs devraient les dévier.
La nature et l’épaisseur des vêtements ignifugés devraient dépendre du risque encouru. Dans les opérations de découpage et de soudage à l’arc, des couvre-chaussures en cuir ou autres guêtres devraient être portés afin d’empêcher les particules en fusion de pénétrer dans les bottes et les chaussures. Le port de gants à crispin en cuir ou en toile est suffisant pour protéger les mains et les avant-bras contre la chaleur, les projections, les scories, etc. Il pourra également être nécessaire de porter d’autres vêtements protecteurs comme des tabliers, des gilets, des manches, des guêtres et des capuches ou des cagoules en cuir. En cas de soudage en l’air, une cape de protection et une capuche sont indispensables. Tous les vêtements protecteurs devraient être exempts d’huile et de graisse, les coutures étant placées à l’intérieur, de manière à ne pas piéger de particules de métal en fusion. Les vêtements ne devraient avoir ni poches ni revers susceptibles de retenir les étincelles; ils seront portés de telle manière que les manches recouvrent les gants, et les guêtres, les chaussures, etc. Les vêtements protecteurs devraient être régulièrement inspectés pour vérifier qu’il n’y a pas de coutures décousues ou de trous par lesquels pourraient passer des gouttes de métal ou des scories en fusion.
Les pièces lourdes, laissées à refroidir jusqu’à prise complète de la soudure, devraient toujours être signalées par une inscription avertissant les autres travailleurs qu’il s’agit d’un objet brûlant. En soudage par résistance, la chaleur produite n’étant pas toujours visible, la manipulation de pièces encore chaudes occasionne parfois des brûlures. Si l’opération est correctement exécutée, le soudage par points, à la molette ou par bossages ne doit pas occasionner de projections de particules métalliques brûlantes ou en fusion; toutefois, des écrans ininflammables devraient être employés et des précautions contre l’incendie prises. Au demeurant, les écrans protègent également des brûlures aux yeux ceux qui passeraient à proximité. On ne devrait pas laisser de pièces métalliques non fixées dans la partie mobile de la machine, car elles risquent d’être projetées en dehors avec une certaine force.
La sécurité électrique
Bien que les tensions à vide soient relativement basses dans le soudage à l’arc manuel (80 V environ au maximum), les intensités sont élevées et les circuits primaires des transformateurs présentent les risques habituels d’un équipement fonctionnant sous la tension du réseau. Il ne faut donc pas sous-estimer les risques de choc électrique, surtout lorsque l’espace manque ou que la position de travail de l’opérateur est instable.
Avant le début du soudage, il convient de vérifier systématiquement la mise à la terre du matériel de soudage. Les câbles et les connecteurs devraient être en parfait état et d’une capacité suffisante. Pour la prise de terre, un serre-fil ou une borne à vis appropriés devraient toujours être utilisés. Si deux ou plusieurs postes de soudage sont mis à la terre par raccordement à une même structure ou si d’autres outils électroportatifs sont également en service, une personne qualifiée devrait être chargée d’en contrôler la mise à la masse. Le poste de travail devrait être sec, sûr et exempt d’obstacles dangereux. Une grande importance doit être donnée à l’aménagement, à l’éclairage, à la ventilation et à la propreté du lieu de travail. Pour le travail en espace confiné ou dans des positions instables, il est possible d’intercaler dans le circuit de soudage des dispositifs supplémentaires de protection électrique (abaisseurs de tension à vide) de façon à garantir qu’il ne passe dans le porte-électrode qu’un courant de tension très faible quand la machine n’est pas en phase de soudage (les conditions de travail dans des espaces confinés sont traitées ci-après).
Il est recommandé d’employer comme torches porte-électrode des systèmes à serrage par ressort ou par filetage. La poignée de la torche peut être revêtue d’une gaine isolante de façon à réduire l’inconfort dû à la chaleur. Pour éviter l’échauffement, les mâchoires et les connexions des torches porte-électrode devraient être nettoyées et resserrées périodiquement. Lorsqu’une torche n’est pas en service, elle devrait pouvoir être suspendue en toute sécurité à un crochet ou à un support isolés. Le raccordement des câbles devrait être conçu de manière que leur isolation n’ait pas à souffrir des mouvements continuels de flexion qu’ils subissent. On doit éviter de traîner les câbles électriques ou les tuyaux flexibles en plastique d’alimentation en gaz (dans les procédés à atmosphère protectrice) sur des plaques ou des soudures encore chaudes. Le câble de soudage ne devrait entrer en contact ni avec la pièce à souder ni avec aucune autre «masse». Les tuyaux en caoutchouc et les câbles à gaine caoutchoutée doivent être tenus éloignés du point où a lieu la décharge à haute fréquence, car l’ozone dégagé décompose le caoutchouc. On utilisera des tubes en plastique et des câbles recouverts de poly(chlorure de vinyle) pour raccorder le transformateur à la torche porte-électrode, tandis que, côté primaire, des câbles sous gaine caoutchouc vulcanisée ou renforcée conviennent. L’encrassement et les poussières conductrices, métalliques ou autres, peuvent provoquer une panne du générateur haute fréquence.
Pour éviter d’en arriver là, il devrait donc être régulièrement nettoyé à l’air comprimé. L’opérateur chargé du soufflage devrait porter un casque antibruit lors de l’utilisation de l’air comprimé pendant plus de quelques secondes. Dans le cas du soudage par bombardement électronique, il devrait être vérifié avant chaque opération que l’équipement présente la sécurité voulue. Un système d’interverrouillage des divers coffrets doit par ailleurs être prévu pour éviter les risques d’électrocution. Il est également nécessaire que tous les postes de soudage et coffrets de commande soient reliés à la terre de manière fiable. S’agissant du procédé à l’arc plasma, des tensions de l’ordre de 400 V sont parfois nécessaires pour découper des matériaux de forte épaisseur, ce qui n’est pas sans danger. La technique d’amorçage de l’arc par une impulsion à haute fréquence expose l’opérateur à des décharges désagréables et à de douloureuses brûlures en profondeur.
Le rayonnement ultraviolet
La lumière aveuglante émise par l’arc électrique contient une proportion élevée de rayons ultraviolets; il suffit d’une exposition, même momentanée, aux éclairs, y compris ceux provenant de travaux exécutés à proximité, pour causer une douloureuse conjonctivite (ophtalmie des soudeurs). Toute personne ayant été exposée de cette manière doit consulter immédiatement un médecin. A la suite d’une exposition excessive aux rayons ultraviolets, on observe en outre parfois un échauffement, voire une brûlure de la peau (effet coup de soleil). Les principales précautions à prendre sont les suivantes:
• un masque ou un casque équipé d’un filtre de la teinte voulue (voir à ce sujet, au chapitre no 31, «La protection individuelle», de l’Encyclopédie, l’article intitulé «La protection des yeux et du visage»), devraient être utilisés. Pour le soudage sous gaz protecteur et le découpage à l’arc au charbon, les masques à main de forme plate ne protègent pas suffisamment du rayonnement par réflexion; le port du casque devrait par conséquent s’imposer. Des lunettes spéciales avec filtre ou des lunettes avec écrans latéraux devraient être portées sous le casque pour éviter l’exposition lorsqu’on soulève la visière pour examiner le travail. Le casque assure également une protection contre les projections et les scories en fusion. Les casques et les masques à main sont équipés, côté visage, d’un verre filtrant lui-même protégé, côté travail, par une plaque de verre incolore qui devrait être nettoyée régulièrement et remplacée dès qu’elle est rayée ou endommagée; • le visage, la nuque ou les autres parties exposées du corps devraient être convenablement protégés, surtout si l’on travaille à côté d’autres soudeurs;
• les aides devraient porter au minimum des lunettes protectrices appropriées ainsi que d’autres équipements de protection individuelle si le risque le justifie; • toutes les opérations de soudage à l’arc devraient être exécutées à l’abri d’écrans de façon à protéger les personnes travaillant à proximité. Quand le travail à l’arc électrique se fait à poste fixe ou dans des ateliers de soudage, on devrait installer des écrans permanents partout où cela est possible; à défaut, on optera pour des écrans provisoires. Tous ces écrans devraient être opaques, de construction robuste et réalisés en matériaux ignifugés;
• l’emploi de peintures noires pour l’intérieur des cabines de soudage est maintenant chose admise, mais seules des peintures donnant une finition mate devraient être utilisées. L’éclairage devrait être conçu de manière à ne pas causer une fatigue oculaire qui risquerait d’entraîner des maux de tête, voire des accidents; • pour la sécurité des personnes travaillant à proximité, les cabines de soudage et les écrans mobiles devraient faire l’objet de contrôles réguliers pour vérifier leur bon état.
Les risques chimiques
Les contaminants en suspension dans l’air émis au cours du soudage et du découpage thermique, y compris les fumées et les gaz, proviennent de plusieurs sources:
• le métal à souder, le métal de la baguette d’apport ou les constituants des diverses nuances d’acier, tels que le nickel ou le chrome; • le revêtement métallique recouvrant éventuellement la pièce à souder ou la baguette d’apport (zinc et cadmium de placage, zinc de galvanisation ou fine couche de cuivre protégeant les baguettes en acier doux, par exemple);
• le cas échéant, les peintures, graisses, débris et autres substances présentes sur la pièce à souder (monoxyde de carbone, dioxyde de carbone, fumées et autres produits de décomposition irritants, par exemple); • le flux revêtant la baguette d’apport (fluorure minéral, par exemple);
• l’action de la chaleur ou du rayonnement ultraviolet sur l’air ambiant (dioxyde d’azote, ozone, par exemple) ou sur les hydrocarbures chlorés (phosgène, par exemple); • le gaz inerte servant d’atmosphère protectrice (dioxyde de carbone, hélium, argon, par exemple).
Les fumées et les gaz devront être éliminés à la source par un système de ventilation avec aspiration localisée. On pourra procéder soit par confinement partiel du poste de travail, soit par installation de hottes aspirantes assurant une circulation de l’air suffisamment rapide au poste de soudage pour garantir l’évacuation des fumées.
Une attention particulière devrait être portée à la ventilation dans le cas du soudage de métaux non ferreux et de certains aciers alliés, ainsi qu’à la protection contre les risques de formation d’ozone, de monoxyde de carbone et de dioxyde d’azote. Des systèmes d’aspiration transportables ou fixes existent à cette fin. D’une manière générale, l’air extrait ne doit pas être repris. Il ne peut être recyclé qu’en l’absence de niveaux dangereux d’ozone ou d’autres gaz toxiques et après filtrage au moyen d’un filtre à haute efficacité.
En soudage par bombardement électronique, quand les matériaux à souder présentent un caractère toxique (béryllium, plutonium, etc.), on doit veiller à protéger l’opérateur du nuage de poussières auquel il pourrait être exposé à l’ouverture de la cabine.
Lorsqu’il existe un risque d’exposition à des fumées toxiques (de plomb, par exemple) et que la ventilation avec aspiration localisée n’est pas envisageable — démolition par oxycoupage d’ossatures revêtues d’une peinture au plomb, par exemple —, le recours à un appareil de protection respiratoire s’impose. En pareil cas, le travailleur doit porter soit un masque complet à filtre haute efficacité de type agréé, soit un appareil respiratoire à épurateur à pression positive. Le moteur, tout comme la batterie, doivent être soigneusement entretenus, en particulier dans le cas du masque à haut rendement à pression positive fonctionnant en circuit ouvert. L’emploi d’appareils de protection respiratoire à air comprimé en circuit fermé devrait être encouragé si une alimentation en air comprimé respirable est disponible. Si le port d’un équipement de protection respiratoire ne peut être évité, il faudra se demander si la sécurité des lieux de travail n’exige pas de précautions supplémentaires, compte tenu des risques pouvant par ailleurs exister: champ de vision restreint, tuyaux traînant au sol, etc.
La fièvre des fondeurs
La fièvre des fondeurs est une maladie fréquemment signalée chez les travailleurs exposés aux vapeurs d’oxyde de zinc dégagées par la galvanisation ou l’étamage, chez les fondeurs de laiton, lors du soudage des métaux galvanisés et des opérations de métallisation, ainsi qu’à la suite d’une exposition à d’autres métaux tels que le cuivre, le manganèse et le fer. On l’observe chez les travailleurs nouvellement embauchés et chez ceux qui reprennent le travail après une fin de semaine ou une période de congé. Il s’agit d’une affection aiguë qui se produit plusieurs heures après l’inhalation de particules d’un métal ou de ses oxydes. Sa première manifestation est une sensation de goût désagréable dans la bouche, suivie de sécheresse et d’irritation des muqueuses respiratoires, accompagnées de toux et, parfois, de dyspnée et de sensation d’oppression thoracique. On observe éventuellement aussi des nausées et des maux de tête et, une dizaine d’heures après l’exposition, des frissons et une fièvre parfois très forte. Ces symptômes, qui durent plusieurs heures, sont suivis de sueurs profuses et d’assoupissement, mais souvent aussi de polyurie et de diarrhée. Il n’existe pas de traitement spécifique, mais la guérison est généralement complète au bout de vingt-quatre heures, sans séquelles. La prévention consiste à maintenir l’exposition aux fumées métalliques en cause largement au-dessous des seuils recommandés au moyen d’un système efficace de ventilation avec aspiration localisée.
Les espaces confinés
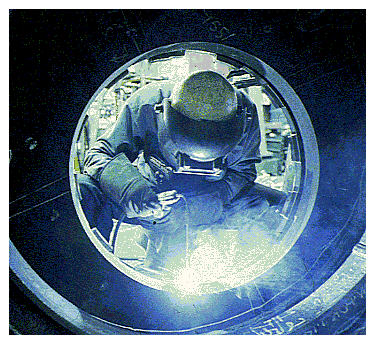
La pénétration dans un espace confiné implique certains dangers: l’atmosphère risque d’être explosive, toxique, pauvre en oxygène ou de combiner un ou plusieurs de ces risques. Tout espace confiné doit donc être certifié par une personne responsable comme étant sans danger pour celui qui y pénètre afin d’y exécuter un travail à l’arc ou à la flamme. Un programme fixant des règles pour l’accès à de tels espaces, éventuellement assorti d’un système d’autorisations, peut être nécessaire, voire impératif s’il s’agit de travaux à exécuter à l’intérieur d’espaces manifestement non destinés à être occupés en permanence. C’est notamment le cas des trous de visite, des caves, des cales de navire, etc. La ventilation des espaces confinés est cruciale, étant donné que le soudage au gaz dégage non seulement des contaminants, mais épuise aussi l’oxygène. Les procédés de soudage à l’arc en atmosphère gazeuse peuvent aussi appauvrir la teneur de l’air en oxygène (voir figure 82.3.)
Figure 82.3 Soudage dans un espace confiné
Le bruit
Le bruit représente un danger dans plusieurs procédés de soudage: soudage à l’arc plasma, soudage par résistance et soudage au gaz notamment. En soudage à l’arc plasma, la projection du plasma à très haute vitesse s’accompagne d’un bruit intense (jusqu’à 90 dBA), notamment dans les gammes de fréquence élevées. L’emploi de l’air comprimé pour éliminer les poussières par soufflage génère aussi des niveaux sonores importants. Afin de prévenir des atteintes auditives, il est indispensable de prescrire le port de bouchons auriculaires ou d’un casque antibruit et d’instituer un programme de préservation de l’ouïe comportant des examens audiométriques (capacité auditive), le tout s’appuyant sur une formation des travailleurs.
Les rayonnements ionisants
Dans les ateliers où le contrôle des soudures est effectué par radiographie ou gammagraphie, les avertissements et les instructions d’usage doivent être rigoureusement observés. Les travail-leurs doivent être tenus à distance des appareils de contrôle. Les sources radioactives ne doivent être manipulées qu’avec des outils spéciaux et avec les précautions requises. La réglementation en vigueur, tant locale que nationale, doit être respectée. Voir à ce sujet le chapitre no 48, «Les rayonnements ionisants», de l’Encyclopédie.
S’agissant du soudage par bombardement électronique, les parois et les hublots de la chambre à vide doivent être protégés contre les rayons X au moyen d’un blindage approprié. Tous les éléments de la machine assurant la protection contre les rayons X devraient être équipés de sécurité interdisant une mise en marche de la machine s’ils ne sont pas en place. Au moment de leur installation, les machines devraient être contrôlées en vue de détecter d’éventuelles fuites de rayons X et faire ensuite l’objet de contrôles périodiques.
Autres dangers
Les machines à souder par résistance ont au moins une électrode qui se déplace avec une force considérable. Le doigt ou la main de l’opérateur risquent donc d’être écrasés s’ils se trouvent pris dans les électrodes quand la machine fonctionne. En conséquence, il doit être mis au point un système de protection approprié pour éviter ce risque. Quant aux risques de blessures par coupure et lacération, il est possible de les réduire par l’ébarbage des arêtes des pièces et par le port de gants, de préférence à crispins.
Des procédures de consignation/déconsignation devraient être appliquées lors des opérations d’entretien ou de réparation des machines fonctionnant à l’énergie électrique, mécanique ou autre.
Pendant le piquage du laitier adhérant aux cordons de soudage, les yeux des travailleurs doivent être protégés par des lunettes spéciales ou tout autre moyen approprié.
Source : Cet article est une adaptation de l'article «Welding and thermal cuttings», de G.S. Lyndon, publié dans la 3e édition de l'Encyclopaedia of Occupational Health and Safety.
| Algérie mon beau pays | |